Anatomy of a Machine Shop
Follow one order through a CNC machine shop — a factory where computer-controlled cutting machines carve metal into precision parts — from the email that starts it to the truck that ships it. Every precision metal part in the world passes through some version of this sequence. Understanding it is understanding the business CloudNC is built on.
The RFQ
Monday morning. The shop opens at 6. The coffee has been on since 5. Three vertical mills along the north wall, two lathes against the east. The smell is metalworking coolant, a chemical-sweet petroleum note that gets into your clothes and stays.
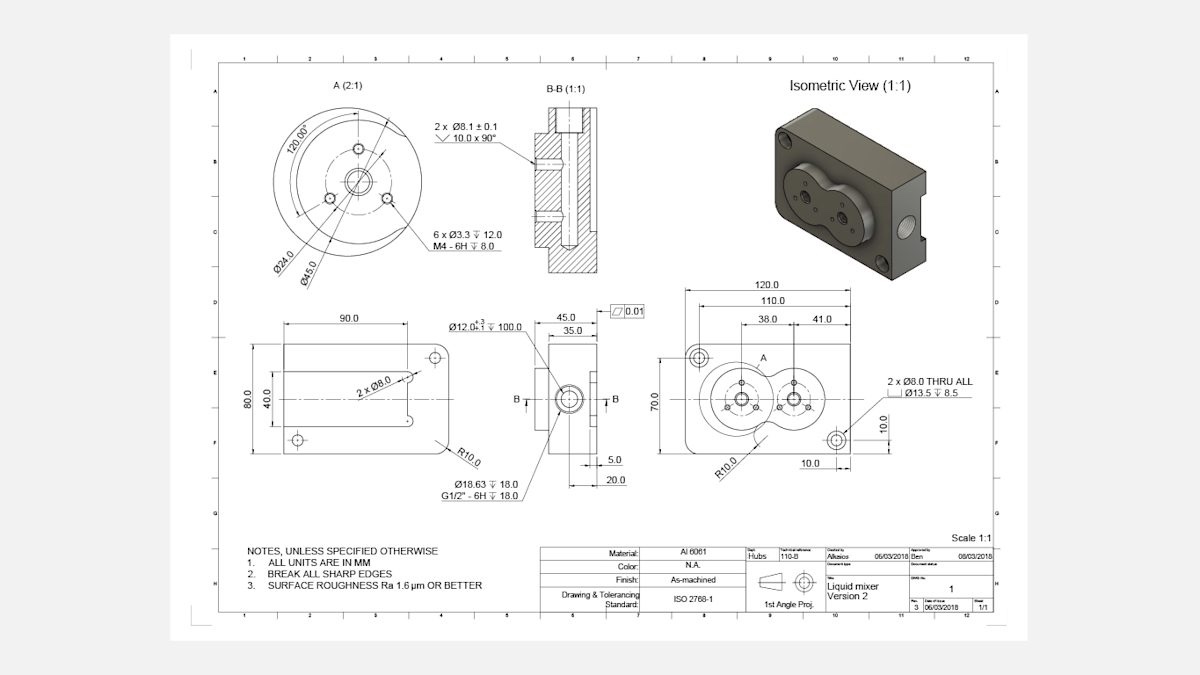
An email lands. Aerospace bracket, aluminium 7075-T6, tolerances to ±0.001". Two hundred units. A 3D model file attached, a PDF drawing, a delivery date six weeks out. This is a Request for Quotation. The shop gets a dozen of these a week. Some are straightforward. Some are impossible. Most fall somewhere in between, and the owner has about 48 hours to decide which this is and what to charge for it.
The RFQ is the start of everything. Win it, and you have work. Lose it, and the time you spent estimating is gone. Quote too high and someone cheaper gets the job. Quote too low and you make the part at a loss. The median job shop in the US operates on a 5.9% net profit margin. There is not a lot of room for error.
The typical shop wins 15% to 25% of the jobs it quotes. The rest is wasted estimation time. For shops with dedicated estimators, quoting consumes 12 to 15 hours per week of skilled labour. Many smaller shops have the owner doing it, which means the person who should be running the business is instead calculating cycle times at a desk.
The Quote
The owner opens the 3D model in his CAM software — the application that translates a digital part design into instructions a CNC machine can follow. He rotates the part. Thin walls, deep pockets, a couple of features that will need a long-reach tool. He is doing two things at once: imagining how to make it, and estimating what that imagination will cost.
Material: a block of 7075 aluminium, rough sawn, probably $18 per pound. The blank will weigh around 12 pounds. $216 in raw material, assuming he can get it from his usual supplier without a surcharge. Programming time: he guesses four to six hours for a part like this. Maybe more if those thin walls need special attention. Setup: two operations, so two setups at maybe 80 minutes each. Cycle time: he estimates 45 minutes per part once it's running. Multiply by 200 units. Add tooling wear. Add inspection time.
He builds the quote in a spreadsheet. The shop rate is $105 per hour, which covers machine depreciation, overhead, insurance, rent on 25,000 square feet in Ohio, and the salaries of his thirty employees. He marks it up for margin and sends the quote back by Tuesday afternoon.
The entire exercise is estimation layered on estimation. How long will it take to program? He does not know yet. He has not written a single line of machine instructions. He is pricing a job based on pattern recognition from thousands of previous jobs, most of which he never wrote down. If his estimate is 20% too low on programming time, his margin disappears. Machine shops with robust quoting processes report 40% higher profitability than those quoting informally.
The Shop

The shop is 25,000 square feet. Concrete floor, fluorescent lights, corrugated steel walls. Eighteen CNC machines: seven vertical mills, four horizontal mills, five CNC lathes, a mill-turn, and a wire EDM — a machine that cuts with electrical discharge rather than a blade — that mostly sits idle. A CNC machine costs anywhere from $50,000 to several million dollars depending on its size and capability. The vertical mills here ran $150,000 to $400,000 each. The horizontals and mill-turn were north of $600,000. The EDM was a splurge. Total capital in machines alone is somewhere around $7 million.
This is a mid-market US contract machine shop. Annual revenue somewhere between $4 million and $8 million, 25 to 40 employees, running 15 to 20 CNC machines. There are approximately 35,500 of these shops in the United States, employing around 354,100 machinists and CNC operators. Globally, the number exceeds 338,000 facilities.
The owner started as a machinist. Most do. He worked for someone else for fifteen years, learning the trade part by part, and then bought his own machine with a second mortgage. That was 2004. Now he has thirty people, three programmers, and his biggest headache is finding a fourth. Two of his best programmers are over 55. Nationally, roughly 25% of the CNC machining workforce is 55 or older. Projected retirements over the coming decade: approximately 89,000 machinists. The pipeline is not replacing them. Demand for machining capacity already outstrips the available workforce by a factor of roughly 1.5x today, projected to reach 2.1x by 2030.
The shop does aerospace, defence, medical, and some automotive prototyping. It runs two shifts most weeks, three when things get busy. Revenue per employee is somewhere between $112,000 and $185,000, which is respectable but not spectacular. The machines are capable of extraordinary precision. The constraint is never the iron. It is always the people.
The Design Review
Before programming begins, the senior programmer looks at the part and sees problems the designer did not. An internal corner with a radius too tight for any standard end mill. A pocket depth-to-width ratio that will cause tool deflection. A wall thickness that will vibrate and chatter during finishing. A tolerance callout on a surface that cannot be reached without a fourth setup.
This is Design for Manufacturability review, or DFM. In a well-run shop, the programmer flags these issues and sends feedback to the customer's design engineer. Can we open up this radius to 3mm? Can we relax this tolerance from ±0.0005" to ±0.001"? The change might save two setups, three hours of cycle time, and a thousand dollars per batch.
But the feedback loop is slow. The programmer writes an email. The designer checks with their stress analyst. A week passes. The revised drawing comes back with one change made and two ignored. The programmer adapts. This back-and-forth happens on nearly every complex job, and it depends entirely on the programmer's experience. A junior programmer might not catch the issues at all. The part gets made, but it takes twice as long as it should, burns through tools, and the shop eats the cost.
The Program

This is the step that takes the longest. This is the step nobody outside the industry talks about. This is where the value is created and where the bottleneck hides.
The programmer opens the CAM software. Fusion 360, Mastercam, GibbsCAM, SolidCAM, Siemens NX. The tool does not matter. The problem is the same everywhere. He loads the 3D model, defines the stock, sets the coordinate system, and begins building a machining program operation by operation.
For each operation, he must decide: which tool. What diameter, what length, what number of flutes. What cutting strategy: adaptive clearing, pocket milling, contour, pencil, scallop, flow, or something else. What stepover. What stepdown. What feed rate and spindle speed for this specific alloy on this specific machine with this specific tool. What lead-in geometry so the cutter does not shock-load on entry. What retract height so it clears the fixture. Whether to use climb milling or conventional. Whether to leave stock for a finishing pass, and how much.
Then he simulates it. He watches the virtual tool move through the virtual material and looks for collisions between the tool holder and the part, between the spindle and the fixture, between the tool and a feature wall it should not touch. He checks for gouges. He checks for air cuts where the tool is moving but not cutting. He adjusts. He runs it again.
A straightforward prismatic part takes two to four hours to program. A complex aerospace component with multiple setups takes eight to sixteen hours. Multi-axis work on organic surfaces can take 40 hours or more. One CloudNC customer reported spending eight hours programming for every one hour of actual machining time. The national average across shops is closer to a 4:1 ratio. Either way, the machine that cost half a million dollars sits idle while the programmer works.
"With CAM Assist, it took 7 minutes to get 80% of the way there, and the programmer spent just 15 minutes fine-tuning it. Previously it would take me about 45 minutes to an hour to program those parts by hand."
And here is the part that matters most: none of this is written down. The decisions the programmer makes are based on years of accumulated experience. How a particular grade of aluminium behaves differently from another. How a long-reach tool deflects and ruins a surface finish. How the Y-axis on machine 3 has more backlash than machine 5, so you compensate. How a specific coolant-through strategy prevents built-up edge on stainless. This is tribal knowledge. It exists in the heads of experienced machinists, and when they retire, it goes with them.
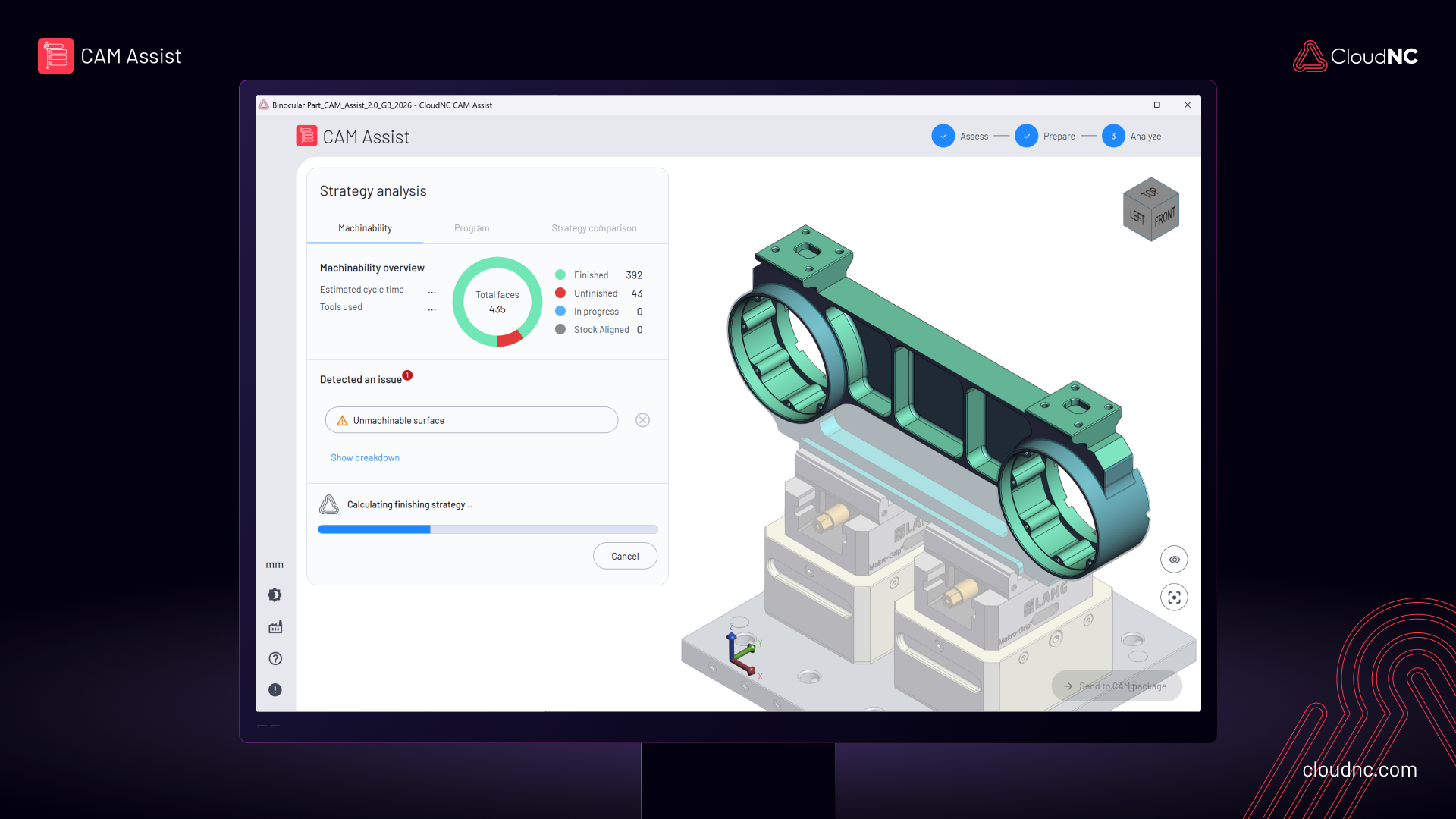
100+ machinists using CAM Assist report saving an average of 5 days per month. Twenty-five percent of their working time, returned. A four-hour programming job becomes less than an hour. The AI generates the roughing strategies, the finishing passes, the tool selections, the feeds and speeds. It gets 80% of the way there in minutes. The machinist reviews, adjusts the last 20%, and sends it to the machine.
The programmer does not become obsolete. He becomes faster. The junior programmer who would have taken 12 hours now takes 2, because the AI provides a starting point that embodies the decisions a veteran would have made. The tribal knowledge does not disappear when someone retires. It is encoded in the model.
The Setup

The program is done. Now the part has to be made. The operator walks to the VMC and begins the setup.
He mounts the vice on the table, indicates it with a dial indicator to make sure it is square. He loads the aluminium blank into the vice and torques it down. He loads the tools into the magazine. Tool 1, a 20mm face mill, goes in pocket 1. Tool 2, a 12mm end mill, pocket 2. On down through the list, sometimes fifteen or twenty tools for a complex job. Each tool has to be measured. Its length offset, its diameter compensation. These numbers go into the machine controller. Get one wrong and the first cut crashes.
He touches off the work coordinate system. The machine needs to know exactly where the part is in three-dimensional space. X zero, Y zero, Z zero. He probes the top of the stock, the side of the vice, the back edge. He enters the offsets. He double-checks.
Average setup time across the industry is approximately 80 minutes per operation. For a two-operation part, that is nearly three hours of setup before a single chip is cut. Setup is skilled physical work. It cannot be automated with software. It is one reason why short-run jobs are proportionally expensive: the setup cost is the same whether you are making 5 parts or 500.
The Cut

The operator presses cycle start. The spindle spools up. The tool touches metal. This is the only moment in the entire process that directly generates revenue.
Everything before this point was preparation. The RFQ, the quote, the programming, the setup. All necessary, all non-billable in the sense that they produce nothing shippable. Now the machine is cutting aluminium, and the clock that matters is running.
A typical job shop achieves spindle utilization between 25% and 40%. That means a machine that cost anywhere from $50,000 to over a million dollars is cutting metal for fewer than four hours out of every ten. The rest of the time it is being set up, waiting for a program, waiting for material, waiting for an operator, or sitting between jobs. Best-in-class shops push utilization to 85% or higher, but they are the exception.
The gap between 35% and 85% utilization represents enormous unrealized revenue on existing equipment. For a shop running eighteen machines at $105 per hour, improving utilization by 20 percentage points is worth roughly $740,000 in annual capacity without buying a single new machine. The capital is already on the floor. The constraint is the workflow around it.
The first part comes off the machine. The operator measures critical dimensions with a micrometer and, if the tolerances demand it, a coordinate measuring machine that maps the part's geometry in three dimensions. If the part is good, he loads the next blank and hits cycle start again. Two hundred times.
Inspection and Shipment

Every part gets inspected. For aerospace work, the inspection documentation can be as thick as the machining program. First Article Inspection reports. Coordinate measurement data logs. Surface finish measurements. Material certifications traced back to the mill. The customer wants proof that what you made matches what they drew, and they want it on paper.
Quality is manual and it is post-process. The part is already made. If it is wrong, the options are rework or scrap. Scrap rates in job shops typically run between 2% and 5% of production. On a 200-unit run of aerospace brackets, that is 4 to 10 parts in the bin. Each one represents the full cost of material, programming time, setup time, and machine time, all wasted.
The good parts get deburred, cleaned, packed, and shipped. An invoice goes out. Payment terms are net 30 to net 90, depending on the customer. The aerospace primes are the worst. Ninety days to pay, and they expect you to carry the material cost, the labour cost, and the overhead the entire time. Cash flow is the silent killer of machine shops at every scale.
Not all parts ship good. Across manufacturing, scrap and rework costs the average shop between 0.6% and 2.2% of annual revenue. In high-volume or complex machining, rework rates can reach 5 to 15%. A rejected batch doesn't just cost the material and machine time already spent. It goes back into the queue. The programmer reprograms. The machine gets set up again. The operator runs the job a second time. Every rework cycle consumes capacity that should have been making the next job. For a shop running $6 million in revenue, even a 2% rework rate is $120,000 a year in direct cost, and the indirect cost in lost capacity and delayed deliveries is harder to measure and often larger.
The worst part: most rework traces back to the program. A toolpath that left too much stock in a corner. A feed rate that chattered on a thin wall. A fixture that let the part deflect under cutting load. The programmer made a judgment call, and the judgment was slightly wrong. Multiply that across thousands of setups a year and the cost compounds silently.
The job is done. The programmer is already working on the next one. There are fourteen more RFQs in the inbox, and every machine on the floor is waiting for programs.
The Squeeze
Pull back from the shop floor. Look at the industry.
The workforce is aging out. Roughly 25% of CNC machining workers are 55 or older. Approximately 89,000 machinists will retire in the coming decade. The need-to-have ratio for machining capacity stands at 1.5x today and is projected to reach 2.1x by 2030. Every retirement deletes decades of accumulated knowledge that was never written down.
At the same time, demand is increasing. Reshoring, defence spending, infrastructure investment. Lead times are tightening. Tolerances are getting tighter. Part complexity is increasing as designers exploit the capabilities of modern 5-axis machines — mills that can approach a part from virtually any angle. The amount of cognitive work per part is going up while the number of people who can do that work is going down.
Margins are thin. The median net profit margin for a US job shop is 5.9%. Revenue growth since 2019 has been 5-7% annually. Shops cannot hire fast enough. They cannot train fast enough. The tribal knowledge problem is getting worse, not better, because the remaining experienced machinists are spending their time making parts instead of training replacements.
Tuesday morning. The shop opens at 6. The coffee has been on since 5. There are fourteen RFQs in the inbox. The senior programmer is out sick. The new hire has been here three months and is still learning the CAM software. The horizontal mill on the east wall has been waiting for a program since Friday.
The Numbers
Key industry data for the CNC contract machining sector.
| Metric | Value | Source |
|---|---|---|
| US CNC machine shops | ~35,500 | Census CBP (NAICS 332710) + in-house CNC operations |
| Global CNC facilities | ~338,000 | Census CBP, METI, Eurostat, Gardner World MT Survey |
| US machinists + CNC operators | 354,100 | BLS OES May 2024 (298,790 + 55,310) |
| Median net profit margin | 5.9% | IBISWorld 2024, Kaman Distribution benchmarks |
| Revenue per employee | $112K – $185K | IBISWorld / Gardner Business Media |
| Average setup time | ~80 minutes per operation | NIST MEP / industry benchmarks |
| Programming-to-machining ratio | 4:1 (avg), up to 8:1 | CloudNC customer data |
| Typical spindle utilization | 25% – 40% | McKinsey / Gardner |
| Best-in-class utilization | 85% – 95% | Gardner Top Shops survey |
| Workforce aged 55+ | ~25% | Census Bureau / Manufacturing Institute |
| Machining capacity gap (need:have) by 2030 | 2.1x | CloudNC machinist capacity model (BLS + NAM survey inputs) |
| CAM software market | $2.3B – $3.7B | CIMdata / Mordor Intelligence |
| US cognitive labour value pool (CNC) | $24B / year | CloudNC cognitive labour TAM (354,100 workers × 85% cognitive × fully-loaded comp) |
| RFQ win rate | 15% – 25% | NTMA / industry surveys |
| Shop revenue growth (2019-2024) | 5% – 7% annually | IBISWorld |
The investment thesis in one line: CNC machine shops are caught between rising demand and a shrinking workforce, operating on thin margins with expensive capital sitting idle. The bottleneck is cognitive: the skilled human decisions that turn a 3D model into a finished part. CloudNC automates those decisions, starting with CAM programming (live, 916 factories), expanding to quoting and DFM (imminent), and ultimately covering the full cognitive layer of precision manufacturing.